Automatinė koordinačių dėžių pakavimo linija





Automatinis koordinačių atvejispakavimo linija,
pakavimo linija,
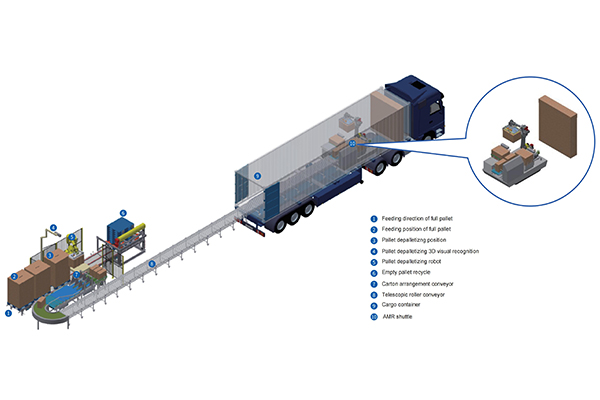
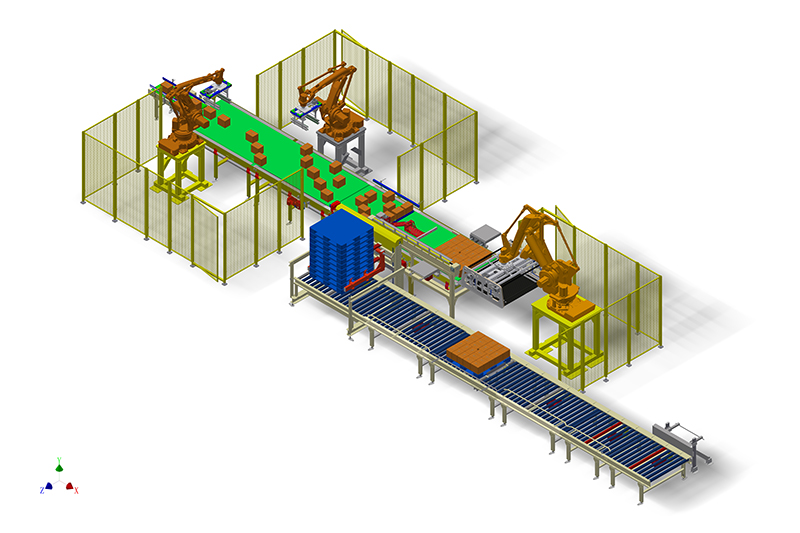
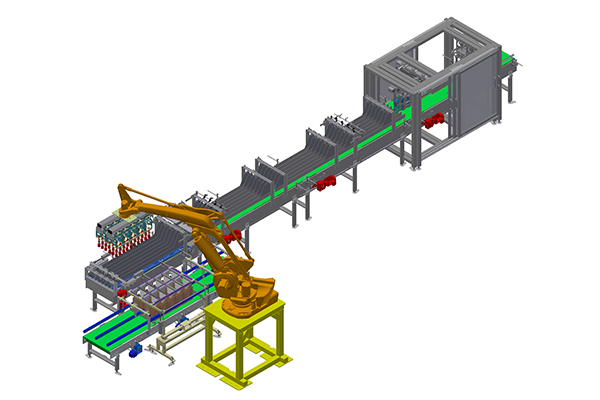
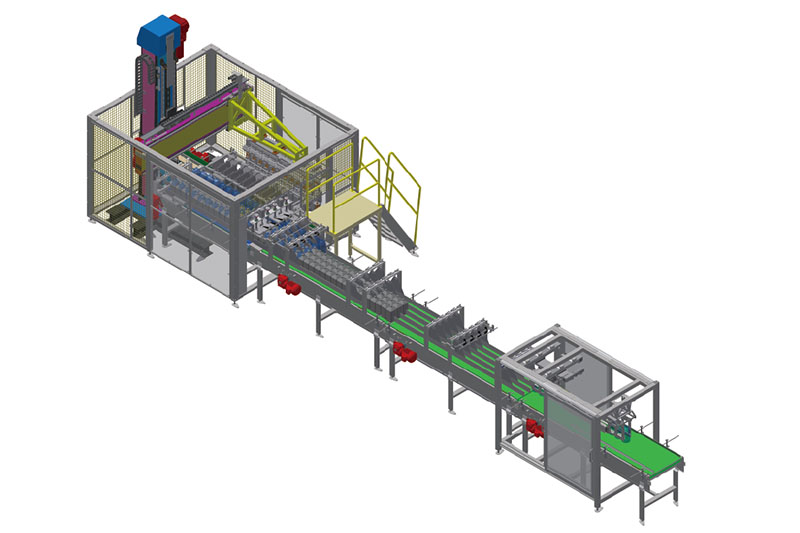
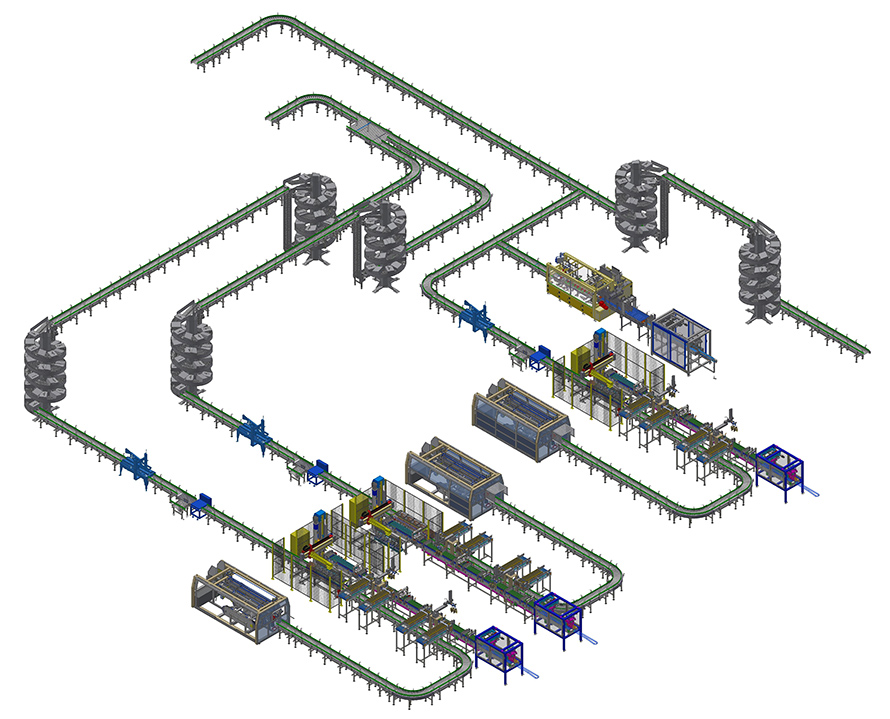
Pakuočių gamybos liniją sudaro greitaeigis daliklis, produktų transportavimo linija, griebimo konvejerio linija, Hbot robotas, dviejų velenų judėjimo mechanizmas, dėžių transportavimo linija, aptikimo mechanizmas, kartoninių pertvarų griebtuvas, kartoninių pertvarų padavimo sistema, servo koordinatė, butelių griebtuvas ir apsauginė tvora. Greitaeigis daliklis padalija produktus į kelias juostas, o dviejų velenų judėjimo mechanizmas pagreitina produktų judėjimą. Produktams atvykus į kartoninių pertvarų stotį, „Scar“ robotas pakrauna kartonines pertvaras į išdėstytus produktus. Produktai atkeliauja ant rūšiavimo konvejerio. Vėliau produktai surenkami griebtuvu ir dedami į kartonines dėžes, o dėžių konvejeris išveža dėžes su produktu.
Visas pakavimo sistemos išdėstymas
Pagrindinė konfigūracija
| Roboto ranka | ABB / KUKA / Fanuc |
| Variklis | SEW/Nord/ABB |
| Servo variklis | „Siemens“ / „Panasonic“ |
| Dažnio keitiklis | Danfoss |
| Fotoelektrinis jutiklis | LIGOS |
| Jutiklinis ekranas | Siemens |
| Žemos įtampos aparatai | Schneider |
| Terminalas | Feniksas |
| Pneumatinis | FESTO/SMC |
| Čiulpimo diskas | PIAB |
| Guolis | KF/NSK |
| Vakuuminis siurblys | PIAB |
| UAB | Siemens / Schneider |
| HMI | Siemens / Schneider |
| Grandinės plokštė/grandinė | Intralox/rexnord/Regina |
Pagrindinės struktūros aprašymas




Daugiau vaizdo įrašų laidų
- Servo koordinatinis stiklinių butelių pakavimo įrenginys su kartonine pertvara
Kaip veikia pakavimo mašina? Produktai pereina seriją automatizuotų procesų
ir tvarkingus veiksmus, įskaitant rūšiavimą per konvejerio gamybos liniją, perėjimą prie rūšiavimo, pagreitintą buferį, pakavimo mašiną, automatinį sandarinimo mechanizmą ir galiausiai išvedimą iš konvejerio linijos.